Published on 12/08/2016 | Use Cases

Internet of Things (IoT) rarely needs explanation as it has moved beyond buzzword, becoming a growing number of deployed applications across various industries. When IoT is embraced by the industrial industries to build remote monitoring and many other smart solutions, it is widely known as the Industrial Internet of Things (IIoT) or Industry 4.0. Simply put, it’s the transformation of industrial products, operations, value chains, and aftermarket services that is enabled through the wide use of sensors, embedded actuators, software, wireless connectivity, and information systems. In manufacturing, the use of IIoT has been referred to as the smart or connected factory.
IIoT not only automates your operations but also brings transparency to every stage of the supply chain, unlocking new opportunities for competitiveness and economic growth. IIoT adoption enables companies to exploit intelligent technologies, foster innovation, increase production, and transform the workforce.
Per an ARC Advisory Group survey, almost one-third of respondents are actively using IIoT tools or investing in projects that will soon be live. However, the 12% of survey respondents who have already deployed IIoT solutions are still quite broad in their application and vision for IIoT. One in six respondents don’t understand what IIoT is or how it can help them.
The foundation of IIoT is machine-to-machine (M2M) communications, which have been benefiting industrialists for quite some time. Machines have become network enabled and can collect and disperse data directly, and communicate in real-time. M2M communications have further undergone standard advancements, offering better interoperability and speed.
The idea of a connected factory is being accepted by manufacturers around the world: network-enabled factory floors and connected machinery automate the production system and provide real-time data to operators. However, while the benefits of a connected factory are valued, many industries have yet to deploy the concept.
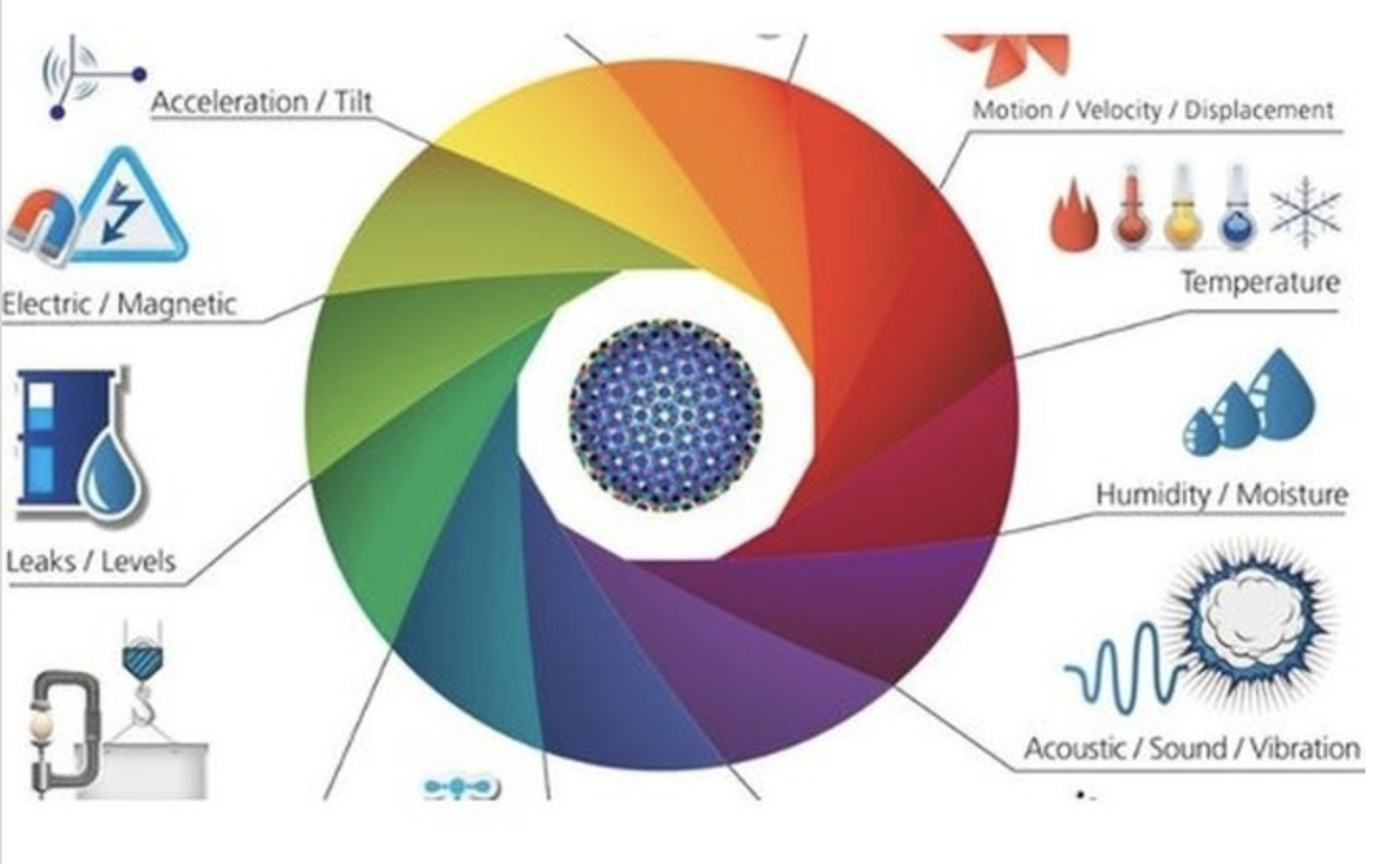
A major component of a connected factory are sensors, which can improve plant connectivity and visibility. Key to their deployment and use is identifying processes and equipment that produce the correct volume and type of data that enables effective analysis.
As equipment becomes more connected and intelligent, visibility and optimizations can extend from manufacturing processes into every stage of the supply chain. In this way, Industry 4.0 goes beyond cost reduction. It helps companies use optimized processes to produce higher-quality products, accelerate time to market, and meet customer demand. The processes in a connected factory of tomorrow will become more proactive than today. A connected factory will support a self-healing environment where resolutions happen in real-time as problems occur, or even before, using predictive analytics. Key uses of IIoT in a connected factory are:
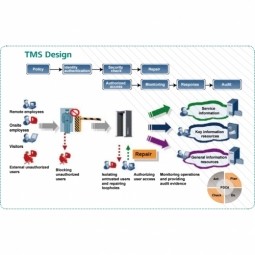
Legacy systems like PLC and PC-based controllers are not enough to monitor and manage asset health remotely because they often lack connections to internal systems. With limited visibility to assets, it’s very difficult to make fast, informed decisions. This problem is compounded when operations personnel are located hundreds or thousands of miles away from the actual sites they need to monitor. By extending current equipment and MES/ERP systems via interoperability, connectivity, and data intelligence, businesses can improve how equipment and processes are monitored and optimized, ultimately accelerating Industry 4.0 initiatives.
IIoT facilitates remote asset monitoring to improve safety, utilization, energy management, and security. Asset health monitoring empowers shop floor supervisors to manage different parameters like air quality inside the manufacturing plant and the presence of toxic gases. Given the emphasis on worker health and safety, monitoring is of high value to the oil and gas industry. Similarly, remote monitoring can also improve temperature monitoring for pharmaceutical and storage industries.
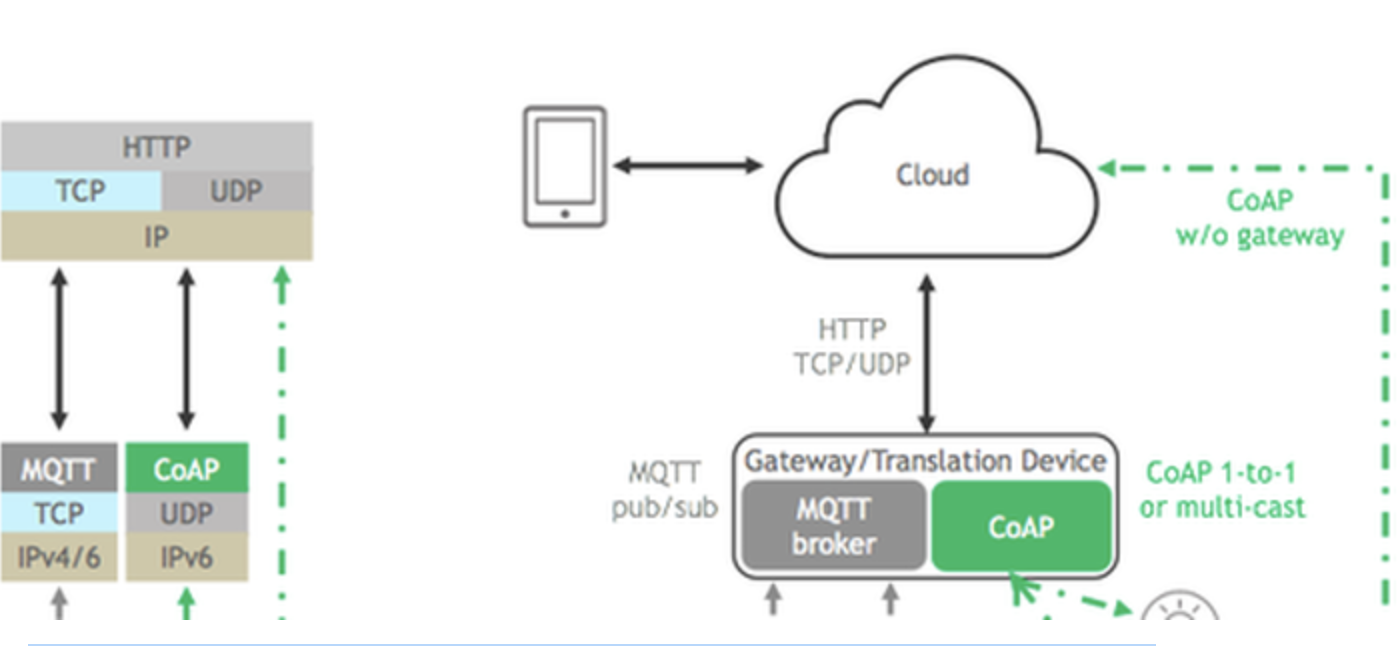
Remote monitoring can be deployed by installing wireless sensors throughout the factory and integrating them via an Internet gateway. The integration of these sensors (to monitor temperature, humidity, noise, and other important parameters) with the cloud allows seamless transport of data to an analysis environment. The data can be accessed remotely to take further actions in real-time.
As equipment increasingly becomes interconnected via IIoT, network monitoring becomes both a challenge and area of opportunity for manufacturers. Physical devices are increasingly capable of capturing and transmitting data about their presence, usage, state, etc.
In terms of challenges, as networks become more heterogeneous, the connected equipment is vulnerable to cyberattacks and hacking. Therefore, enterprises need to build and deploy sophisticated monitoring systems that are compatible with a diverse range of devices and, at the same time, capable of detecting intrusions and failures.
In terms of opportunity, an IIoT-enabled monitoring system plays a key role in supervising all the connected equipment, providing a unified view of a wide range of machines on the factory floor as well as other devices. Such systems will be able to support communication protocols like UDP, 6lowPAN, IpV6, etc. to collect more complex and huge amounts of data and display it to supervisors in insightful ways. The status of distributed industrial networks can be efficiently monitored, which successfully assists in the proactive planning of network security and capacity.
Uptime, and the maintenance planning that ensures it, is of vital importance to manufacturers. Companies that lack the capability to monitor and evaluate their data across the various processes and machines often fail to implement asset performance optimization that can reduce sudden machine failures.
To avoid this, IIoT solutions in the manufacturing industry include interconnection of sensors, IT systems, and data combined with real-time analytics. Today’s IIoT systems can detect abnormal patterns from collected data, deliver alerts, and predict future failures to plan a better maintenance program so that machine uptime can be maximized.
Most manufacturing plants have already installed sensors to automatically diagnose different parameters such as electricity consumption and vibration levels of the machinery. Sensors can detect the occurrence of the slightest deviation in the monitored parameters and send that data to a central system, where it can be distributed and acted upon intelligently and proactively. Industrial equipment like jet engines, power turbines, rail locomotives, etc. can sense and slow degradation and resolve maintenance, configuration, and upgrade issues. As assets, processes, and people become increasingly interconnected through IIoT, enterprises can improve capital expenditure intelligence and streamline maintenance costs.
Real-time tracking of assets
Real-time tracking of assets (including raw materials, industrial machinery, fleets of trucks, containers, final products, etc.) enables businesses to be well informed about device and equipment status and performance. This improved intelligence can be used to more effectively prevent quality issues, maintain inventory levels and safety standards, optimize logistics, and detect theft. However, real-time visibility has been a consistent challenge for asset-intensive companies. It can be solved via sensors and low-cost connected devices that can be embedded into virtually anything, making real-time asset tracking possible.
The result is that manufacturers have complete visibility of supply-side status of production processes, from receiving to shipping. Tracing whereabouts and the status of raw materials and required machinery becomes easier with this IIoT solution. Real-time tracking of assets facilitates effective demand planning, while helping manufacturers minimize or avoid supply disruption. As well, smarter warehouse management improves inventory management efficiency, which increases production capabilities.
For companies operating in the logistics sector, the main goal is to deliver goods on time and in perfect condition. Using sensors and data-driven technologies, a diverse range of companies, from aviation freight and maritime to warehousing and package delivery, can deploy smart applications that facilitate warehouse-capacity optimization, real-time tracking, route optimization, predictive asset maintenance, and improved last-mile delivery. A smarter fleet management system helps companies gain unprecedented visibility into the business, from operations to finance, leading to enhanced customer experiences and informed decision making.
Businesses need to make sure that IIoT devices are closely integrated with each other to create a tight network that enables M2M communication. The cloud can help by collecting and analyzing massive volumes of real-time data from the mobile and interconnected assets. However, there are numerous organizational obstacles that must be overcome to achieve the benefits of IIoT. One of the ways to ready the organization to embrace IIoT is to run a pilot program. Doing so minimizes the risk of adopting new technology by first testing the adequacy of existing systems.
Reference: https://www.industrial-iot.com/2016/11/key-use-cases-industrial-internet-things/
This article was originally posted on LinkedIn.